挤压造粒机是运用工作压力使固态物料开展团圆的干式制粒全过程。这根据将物料由2个反方向转动的工作辊挤压成型,工作辊由止动环或液压传动系统驱动器。固态物料在遭受挤压成型时,清除粉状间的气体使粒子重新排序,以清除物料间的间隙。
原理
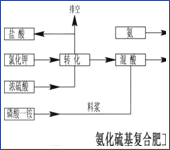
根据一定量的水或蒸气,关键工作方式为团粒湿式制粒。使基本化肥在筒身体转轮除湿后充足化学变化,一定的高效液相标准下,依靠筒节的转动健身运动,使物料粒子间造成挤工作压力团圆成球。
1、用以挤出生产制造的塑料应做到所需干躁规定,必需时还需进一步干躁。
2、运行运行机器设备,速率先慢到快,查验运行是不是一切正常并观查仪表盘的运行状态。
3、打开电加热器,对发动机外壳加温提温,待各位置的温度做到设置规定值,应隔热保温40分钟上下,使设备内外的温度一致。
4、有时候还必须换多孔结构板、过滤网、加满润滑脂,多孔结构板在应用以后一定要清除整洁才可以二次应用。
5、在塑料未被挤出前,所有人不可处在模口的正前。
6、以低速档运行驾车,高转速,查验螺杆有没有出现异常及电动机电流量等仪表盘有没有过载状况,气压表是不是一切正常(设备高转速时间不可以太长,越少越好,为避免螺杆间摩擦及螺杆打料筒造成的摩擦、刮伤料筒或螺杆,螺杆低速档运行时间不可超出三分钟)
7、慢慢小量投料,待塑料挤出模口时,螺杆转速比先做到一切正常运行速率即可很多投料。
8、塑料挤出后,需将挤出物渐渐地引到制冷及牵引带机器设备,并事前打开这种机器设备。
9、终止投料,将挤出机身的塑料尽量挑完,关掉料筒和发动机开关电源,便于下一次实际操作。
10、关掉机箱电源的另外,关掉各锅炉辅机开关电源。
|